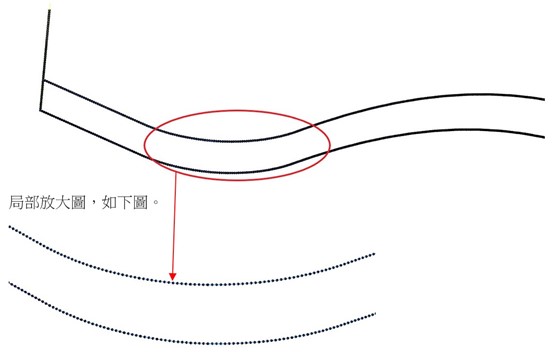
當使用的機台沒有高速高精的功能做4軸工件加工時,會遇到如下圖的加工問題, 有鈍痕不平順的表面加工痕跡(在轉角處)。

上圖所使用的刀具為Φ18的球刀,公差0.01做加工。

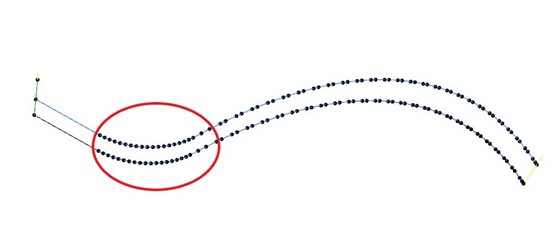
此4軸分層的刀具路徑點分布情況,如下圖所示。
這時您可從參數開啟外形銑削的設定視窗,點選圓弧過濾/公差→勾選平滑設定→勾選使用固定線段長度→選擇線段長度做設定,來解決此加工痕跡的問題。如下圖所示的設定: 建議使用固定線段長度(重新分佈點)的值為0.2~0.5之間。

所運算的刀具路徑分佈點,如下圖所示。
透過此設定,您將可以解決此加工表面鈍痕不平順的問題,如下圖所示。

補充說明:
透過點分佈距離的計算公式,所得到的值須大於機台的回應時間。
(機台回應時間可透過機台說明書或由機台製造商獲得)
公式為: 60 x Z / F =機台最小回應時間
Z = 點分佈_最大距離(mm)
F = 進給速度(m/min)
→舉例:Ex: Mazak機台的馬達最小反應時間是 2msec,如重新分佈點定義最大點距離為0.2mm ,進給速度設定1671(mm/min) 。
運算結果:60*0.2/1.671 = 7.1 msec.(保持在最小值 2msec 以上)
結論: 只要運算值保持在機台反應時間最小值以上即可,即可避免機台在加工偏擺時,有不平順的停頓現象發生。